.png)
* The information on this page is based on an original manuscript by Dr M. Wassall, with the permission of the author. Copyright © M Wassall
The quantitation of metallic and semi-metallic elements of the Periodic Table has been performed by many and varied techniques. Only three techniques however have ever reached the status of enjoying worldwide market value of between $100M and $200M per annum, and this remains true to this day.
The earliest of these techniques was Atomic Absorption Spectrometry (AAS), invented in the late 1950s, and enabled the part per million (ppm) level of detection of some seventy or so elements. A major additional improvement in the technique whereby the flame atomisation of the sample was replaced by a resistively heated graphite tube into which small samples (>5 microlitres) could be pipetted was invented by Dr Boris L’vov in the mid 1960s. This enabled detection down to parts per billion (ppb) level and the use of very limited sample.
The late 1970s saw the use, initially for research purposes and later for commercial exploitation, of an improvement of the emission spectrometry technique. This was the second technique and was christened ICP-OES or Inductively Coupled Plasma Optical Emission Spectrometry. By replacing the relatively cool flame as the source of excitation with an argon plasma running at temperatures up to 10,0000C a far more efficient and intense spectral output was achieved. By combining this with a very high resolution optical monochromator many elements could be determined at the same time and at levels slightly better than flame AAS. The relatively higher cost of the equipment could often be rationalised by the improvement in analysis time and hence sample throughput.
.jpg)
The third important technique was developed during the mid-1980s as researchers began to question the efficiency of the optical detection system. By capturing the ion species of the sample emitted from the argon plasma in a mass spectrometer detector this efficiency was greatly improved. The technique of ICP Mass Spectrometry (ICP-MS) had arrived. The technicalities of interfacing the flow of many litres a minute of argon gas with a very high vacuum detector were soon overcome and the technique moved into commercial realisation.
This provided fast, simultaneous sample quantitation at levels down to part per trillion (ppt), again at yet greater cost to the user. Very quickly this field of instrumentation divided into two distinct sub-groups dependent on the mass spectrometer technology. These were quadrupole mass spectrometers and magnetic sector mass spectrometers, the latter offering the very lowest levels of detection but by far the highest costs and real estate space requirements!
All these techniques were to play a part in the development of the Pye Unicam and subsequent businesses as we will discover.
By the early 1950s none of these three techniques had yet been invented and perhaps the most widespread at this time was the use of flame emission spectrometry, mainly for the determination of sodium, potassium, lithium and calcium levels in the clinical field.
All this was to change however by the somewhat lateral thinking of Alan Walsh (later Sir Alan Walsh) when he postulated by reversing the process and considering the absorption spectrum, rather than emission spectrum, from various elements a significant improvement in measurement sensitivity and specificity would result.
Emission techniques had been dependent on exciting the liquid sample by means of aspiration into a flame. Measurement of the emitted photons at the resonance wavelength as the electrons decayed to the ground state in the atom of the element under investigation then provided some quantification of that particular element. Hence the flame would be followed by a monochromator to isolate the required wavelength and some form of detector such as a photomultiplier.
.jpg)
Sir Alan Walsh - Inventor of AA in 1955
Walsh’s breakthrough was to illuminate the aspirated sample in the flame with radiation at the resonance wavelength of the element to be determined and measure the radiation absorbed by the sample as this radiation excited electrons to higher energy states.
Since each of the elements possessed different characteristics wavelengths, if the original illumination was essential monochromatic, the technique would be extraordinarily specific to the element under investigation. Furthermore, due to the relative abundance of electrons in this state, considerably more sensitive. As Walsh stated, the selectivity, or monochromation, would be in the source, not the detection system.
By employing hollow cathode lamps (HCL), whose cathode was formed from the element under analysis, the source of radiation was relatively easy to produce. Essentially the rest of the analytical instrument could be formed from the older emission systems, albeit with some optimisation for the new technique.
His experiments indeed proved the validity of his thinking, much of this work being conducted at CSIRO in Australia where Walsh by this time had emigrated. And so by the latter part of the 1950s CSIRO was ready to licence this technology to commercial companies who might be interested. The very first company to take such a licence was Hilger here in the UK and this was quickly followed by Perkin Elmer in the USA, Pye Unicam in the UK and Techtron (later acquired by Varian) in Australia.
Hilger were slow to develop commercial product, but Pye Unicam were quick to realise the potential of this new technique. It has to be said that if the growth forecast for such products had ever been realised, as Sir Alan was later to remark, within some tens of years the earth’s surface would not have been able to house the number of instruments predicted. Despite this however it was clearly an opportunity not to be missed.
.jpg)
SP900 Flame Emission Spectrometer
Faced with eager competition it was determined that the fastest route to a working product would be to adapt a flame photometer already marketed by Pye Unicam - the SP900.
Launched in 1963, it was marketed as the SP900A and could offer both flame emission and atomic absorption analysis "at the turn of a switch". This was achieved by the addition of new optics at the rear of the product in order to accommodate a hollow cathode lamp (HCL) with which to illuminate the flame.
Apart from controls to adjust the lamp current and a control to block the HCL radiation when used in emission mode, the product looked identical. In that year somewhere around 70 unit sales were made increasing through to just over 100 by 1965.
.jpg)
SP900A Absorption & Emission Spectrometer
This was a relatively successful introduction and enabled knowledge to be gained of both the user requirements and the technologies involved.
As Perkin Elmer and Techtron had both introduced competitive products by this time it was imperative to get a full new development underway in order to replace the SP900A, which was always viewed as a marketing stop-gap.
The project fell to Len Morris to both project manage and provide most of the technical design input. It required a base-plate up new design and by 1965 the all new SP90 was judged ready for commercial launch.
.jpg)
SP90 Atomic Absorption Spectrometer
Considerable improvements were readily apparent. A three lamp turret to house different element lamps, a choice of
burners and flame type, a wide range of accessories including an autosampler, a nitrous oxide flame option, a chart
recorder and a compressor. The product was a very significant advance and its impact was immediately apparent in sales
volume which increased to approximately 320 units in the first full year of sales.
Addition of a nitrous oxide/acetylene flame, in addition to the usual air/acetylene flame was very significant since, because of its high temperature, it extended the analytical range to elements of a more refractory nature, and also made for heightened tension in the operator as flashbacks of the flame would result in extraordinarily loud explosions and sometimes the ejection of the burner itself.
The product continued to push sales volume increasingly over the next two or three years towards the 400 unit mark, but competition did not stand still and so the inevitable SP90 Series 2 was developed and launched to maintain sales momentum.
.jpg)
SP90 Series 2 Atomic Absorption Spectrometer
As with many Mark 2 products, developed primarily to extend the products viable lifetime, the improvements were not really major. Apart from a brighter casework design the biggest changes involved the accessories in terms of adding a better air compressor, a digital printer for result presentation, a Barnes Glomax Electrothermal atomiser, a mercury cold vapour analyser kit and a new Philips chart recorder, PM8220 with Z-fold paper.
The face-lifted product gave the Marketing department something to talk about, but unfortunately did little to fight off the ever increasing challenge from the competition. So for the following three years to 1971 the sales volume fell linearly to a total of just under 200 units per annum.
Clearly an innovative new product was needed to extend the reach of the Pye Unicam offering and this was already underway in the Development department. Ron Newstead and team had begun the design of a total new product some years earlier and by 1971/2 the SP1900 was ready for its public launch. It appeared in an article in the Readers Digest entitled "Doomwatch Detector"!
.jpg)
SP1900 Atomic Absorption Spectrometer
The development was quite revolutionary and provided Pye Unicam with a truly high end product to complement the presence of the SP90 in the market place. Innovative features included an optional 6 lamp turret with individual power supplies, diffraction grating monochromator, unequal split double beam system to reduce lamp drift effects, digital readout of results, remote flame ignition and a full range of accessories including a large autosampler, the SP450. A new range of Hollow Cathode Lamps (HCL) were also available, designed and manufactured by the sister company, Pye Cathodeon.
Immediately, now with a two product range, there was a distinct up-turn in sales volume to beyond the 300 unit point by 1973, with an even more significant increase in revenues because of the higher price point of the SP1900.
Two developments became important factors in the attendant development work around the SP1900 product range. The first was the inevitable fact that safety in the laboratory was becoming more and more important. The risk associated with the use of the nitrous oxide flame was an obvious issue with AAS and to this end a Gas Control Accessory - the SP9-10 was developed to provide monitoring of gas pressures, push-button changeover of flame type, a flame sensor to shut down the gas flows in the absence of a flame, burner type detection, automatic flame shut-down and the ability to meet requirements on the use of acetylene at or below 9psi.
.jpg)
Massmann Furnace Atomiser in an SP1900
The second development, as mentioned earlier was the newly developed technique of graphite furnace atomisation, replacing the flame as the atomiser. Pye Unicam erroneously decided that this technique was unlikely to become important and rather than develop such an accessory decided to merchandise a unit from the Beckman Corporation. This was marketed as the Massmann Cuvette Accessory for Flameless AA as a free-standing accessory to the SP1900.
This was a truly monstrous device operating from a three phase mains supply, with water cooling and argon gas surrounding the graphite cuvette to provide a relatively inert atmosphere as the graphite reached temperatures in excess of 25000C. It did however take Pye Unicam AAS down into the ppb detection region for a limited number of elements and again pushed revenues higher as system prices again took an up-turn.
A disadvantage of furnace AAS was that other absorption at the element wavelength from smoke and graphite particles meant that erroneous results were frequent. To overcome this error a technique involving the use of a broadband source of light, filling the bandpass of the monochromator, and modulated in anti-phase with the modulated HCL, enabled the signal processing system to remove this misleadingly high absorption. The technique was christened as Background Correction and Charles Perkins set about designing another accessory for the SP1900 that could be added if furnace work was to be performed. This became known as the SP1960 Deuterium Lamp Background Corrector.
Other accessories followed for the Pye Unicam AA products including a Mercury Cold Vapour Analyser Kit, the SP9-20 Electrodeless Discharge Lamp System to replace HCLs for a limited number of elements, a Hydride Kit for arsenic and selenium analysis and a microsampling system for blood analysis which involved rapidly inserting small blood samples in a nickel crucible into the flame for lead level screening.
.jpg)
SP190/191/192 AA Spectrometer
Late in 1973 the replacement product for the SP90 was about to be launched on the market to further enhance sales volume. This product again was the responsibility of Len Morris and his team and was initially launched as the SP190, SP191 and SP192.
With a design that was largely targeted at being both a small footprint and more efficient for the factory to manufacture, the product only offered limited improvements for the user. The SP191 added the facility of emission spectrometry over the SP190 and the SP192 added both emission facility and a continuum background correction system, primarily for the ever important furnace type of analysis. All products had a four lamp turret with individual lamp supplies, digital presentation of results to be converted from absorbance units to concentration units via a handheld, circular slide-rule. There were limited manual gas controls and a new inert, penton coated spray chamber and impact bead. Air/acetylene and nitrous oxide/acetylene flames were both supported.
By the time of launch furnace use had become an ever increasing requirement and it was clear that the monstrous, floor standing Massmann furnace was unacceptable to the market. With no in-house development of such a device underway, other routes had to be explored..jpg)
SP9-01 Digital Furnace Atomiser
A device that was available for Pye Unicam to merchandise was being manufactured by two companies in the UK - Juniper in Essex and Shorekarn in Gloucestershire. The device became the SP9-01 Digital Furnace and offered a bench top unit, operating from a normal electricity supply, with more temperature stages and temperature ramps and, because the maximum graphite tube temperature ran all the way up to 30000C, the resultant analytical sensitivity was far better and more in line with the competition. This was especially true after a user in Italy - Dr Paulo Frigieri - had improved the graphite tube design by "necking" the central section in order to increase the atom density in the measurement beam. The furnace was made available with fitting kits for both the SP1900 and the SP190 series.
Both these instrument systems had a problem when used with furnace atomisation. The absorbance signal obtained when using a furnace is a transient peak of only a second or so half-width, unlike the signal from the flame which is pretty steady. The electronics of both instrument systems had never been designed to cope with and record such signals. Consequently an urgent project was started to provide an accessory capable of performing such tasks. The design of the SP190 series had been so compromised that no analogue output was available for a chart recorder. This was rectified with an additional add-on box - the SP198 - which provided this. This unit was extended in capability, and size, to provide the capture of the furnace transient signals and display the results either from signal peak height measurement or signal peak area measurement. This became the SP199 Digital Peak Reader and completed the accessory range.
It must be noted that the SP190 series hardly set the world alight since, although admiral in its goals to simplify manufacture, failed to offer any new product differentiation and hence was less then competitive in the market. Furthermore it had single beam optics, and, although technically there is an argument in favour of this approach, the market, led mainly by Perkin Elmer advertising, believed that double beam was desirable.
.jpg)
SP2900 AA Spectrometer
In order to tackle this, the SP190 optics were adapted to fit a second reference beam and the product was launched as the SP2900, complementing the rest of the SP190 range. Otherwise similar in specification and sharing many of the same accessories, it offered a built-in deuterium background corrector as an option. Some small amounts of front panel re-design were undertaken in order to accommodate a relatively small number of features, but apart from enabling the salesman to say "yes" to double beam, and having a limited peak read capability, offered little or no improvement on what had become a fairly lack-lustre product. In a last fling software for a Hewlett Packard desktop, programmable calculator was written by Trevor Stockdale to provide a better and automatic presentation of the results. It was sold as an additional interfaceable data processing unit, but really only underlined the increasing shortcomings of the spectrometer.
As a result the unit volume continued to fall back towards the 300 unit mark despite the new product launches. Revenue was only rising because of the greater sales income from the new, expensive accessory products, but overall we were in danger of losing market share. It was necessary to undertake some development projects that would turn the situation around, or at worst stabilise it.
.jpg)
SP9 AA Spectrometer Systems
Fortunately as we shall see in section 6 below it had been decided to invest quite strongly in the development of the AA product line. This in turn led to the SP9 project, with Ron Newstead put in charge of both the design and project management of the team. The design proved to be a very bold move for the time. The spectrometer costs were pared to the bone and every detail of the specification agonised over.
Despite the ubiquitous arrival of the microprocessor, the main spectrometer was designed with conventional electronics. Although fundamentally a mistake with the benefit of hindsight, it did mean the base spectrometer chassis was relatively low cost, since microprocessor systems were quite expensive at this point. It also meant the basic development was reasonably rapid and avoided many of the pitfalls of early software design and implementation. It did however mean a good deal of additional development had to be undertaken of add-on accessories.
The project, by Pye Unicam standards, was indeed massive, taking a highly disproportionate number of development resources. It led to an enormous product range centred around the SP9 spectrometer as a massive 24 page brochure testifies. A competitive Varian comment at the time of launch was "all we could do in response was to keep our heads down!"
Driven by costs, the spectrometer had single beam optics, an optional four lamp rotating turret, an optional gas safety system (although the word "safety" tended always to be avoided), but still with manual wavelength selection and hence still a single element system that required manual intervention to move to the next element to be determined. A new atomisation system was designed. Featuring a new, moulded plastic, spray chamber and cast burner the performance was market leading. The construction and casework design was heavily defined by design for manufacturing and the whole went into production in 1979.
.jpg)
SP9 AA Spectrometer with SP9 Computer
At the time there was a general move in the development department to design a universal data station to be used for data processing on all the company’s products. At the time many independent companies were designing such devices, eventually to be standardised by the introduction of the IBM PC.
Discussions were endless and it became apparent that by the time a specification had been agreed between all parties it would have been obsolete. Consequently the AA team decided to start their own device and this finally appeared as the SP9 Computer (later with added graphics capability the PU9090) - a free standing result/data processing unit - styled to stand alongside the SP9 itself as an accessory. This allowed automatic concentration readout and the on-board printer provided hard copy of results.
Furnace analysis had become a major requirement and a sub-project under Mike Wassall was embarked upon to provide a suitable accessory to replace the ageing SP9-01 Furnace. In the spirit of the SP9 project two different furnaces were developed! However, first a long-standing furnace pre-development project had to be investigated. This had been started by Dick George and to put it mildly was highly innovative. Dick had decided to turn the furnace tube vertically and put a shelf within the tube.
.jpg)
The Philips Rhine Monitor based around an SP191
The optical beam passed through two viewing holes rather than along the length of the tube. The coolant water was first heated (again not immediately intuitive!) in order to reduce analyte condensation on the surrounding metalwork, and hence memory effects. Dick eventually was transferred to the Philips Nat Lab in Eindhoven, who by now had acquired the Pye empire in Cambridge. He took with him the furnace concept in order to develop an on-line water analyser to be moored in the centre of the Rhine in order for the Dutch to gather evidence of German pollution further up-stream! A good deal of development work went into this and its attendant power supply in the Cambridge lab and finally the whole was transferred to Eindhoven with little prospect of success. It was last heard of moored on a barge in the centre of the Rhine! We concluded a new approach was required for the SP9 project.
This resulted in the SP9 Furnace and SP9 Video Furnace (later the PU9095). Since there were few resources left in Cambridge it became a huge joint project with several parties. The furnace head, housing the graphite tube, was designed in-house. It featured a revolutionary optical temperature feedback system, employing fibre optics and a photodiode. By making the graphite tube extremely small and the fact that temperature rise-times of 20000C per second up to 30000C maximum temperature could be thus achieved, the measurement sensitivity of the device was beyond any other product on the market at the time.
.jpg)
SP9 AA Spectrometer with SP9 Computer and Video Furnace
In addition Dr Lersmacher at the Philips Research Labs in Aachen had developed a new graphite tube for us, made entirely from pyrolytic, rather than extruded, graphite. This is an amazing material that had never been used in this type of application. It provided enormous analytical benefits due to its anisotropic and impervious features. It was marketed by us for some years until manufacturing difficulties made it impractical to maintain its supply.
The furnace power supply was developed by Shorekarn in Gloucestershire who were already making the SP9-01 power supply for us. This was housed in a box styled to the SP9 casework. It was decided that the control of the furnace should be by a microprocessor based unit and this design was sub-contracted to a company in Boston, Mass, USA - Adams Smith Inc. Much to our surprise they suggested that they could accommodate a VDU in the control unit - this seemed distinctly "cutting edge" to us so we readily agreed. The outcome, after many software development issues, was the SP9 Video Furnace Controller (later the PU9095), again styled to match the SP9 casework.
.jpg)
SP9 Furnace Autosampler
.jpg)
SP9 Furnace Controller
The furnace required an autosampler for sample presentation and because the microlitre sampling size into a 1.5mm hole in the graphite tube was far from conventional it had to be a dedicated and all new device. The development of this was sub-contracted to the Special Engineering Group in Pye Unicam, a group which normally only worked on MOD projects. This became the SP9 Furnace Autosampler. And finally Shorekarn came up with the idea of developing a non-microprocessor furnace control unit with rotary temperature and time selection. So we accepted this offer, largely in case the Adams-Smith collaboration fell apart.
This unit became the SP9 Furnace Controller, again styled to match the SP9 styling and requiring yet another box to be designed to house the necessary SP9 Furnace Autosampler Controller for such systems.
And so, together the SP93 Air Compressor (to be later replaced with the new PU9003 Air Compressor), a totally new background correction system featuring a deuterium HCL modulated in anti-phase to the element HCL at a very fast 150Hz speed, a multitude of alternative graphite tubes and flame burners, interface kits, Slotted Tube Atom Trap, wavelength scanning option, EDL unit, Hydride Kit (later to be replaced by the PU9060 Vapour System), Mercury Cold Vapour Kit and SP4-01 flame autosampler the new product range was launched to the world in a blaze of glory in early 1979.
The SP190 series was then discontinued, leaving only the SP2900 to provide a double beam option for the market. In practice the SP9 product range supported the whole AA business. The complexity of the product offering is perhaps best understood by the fact that the brochure was some 24 pages long - more a book than a brochure! The product featured on the live BBC programme Tomorrow’s World and a professional launch video was produced.
.jpg)
SP9 AA Spectrometer with SP9 Computer and Video Furnace
An important market opened up by the SP9 was the gold analysis market in South Africa. As the price of gold rocketed on the world markets it became financially advantageous to re-work the mine slag heaps and extract more gold from them via a cyanide extraction process. This led to the development of a dedicated analyser - OLGA or on-line gold analyser - in co-operation with a South African company Bateman Instruments and later Alkay. The SP9 system provided the heart of the measurement process and the project led to many installations in the South African mines.
Another memorable project was the proposal to install SP9 furnace systems in the Royal Navy’s fleet to monitor sodium levels in the fuel pumped by sea-water displacement to the gas turbine engines. Sodium eventually destroys the turbine blades and is the single greatest determining factor in engine overhaul, which at times can involve the removal of part of the deck of the ships! The specification of the AA system involved surviving a shell hit and other such requirements and despite under-going a lengthy feasibility phase the project was quietly dropped by both parties as reality slowly dawned!
Observant readers will have noted that there was a subtle change in product nomenclature around this time. This was due to the change of ownership of the whole Pye group to full Philips ownership in 1968. By the early 1980s Philips had determined that we start using Philips Analytical branding and the SP product designation (originally for Special Product not Spectrometer) should become PU (again not for Pye Unicam but all Philips factories had an arbitrary P-something designation dependent on country - the PU was quite accidental).
After the second works order of SP9 was produced, approximately 200 units, there was a major up-date to replace the valve lamp power supplies with solid state transistor supplies. In addition advantage was taken of much user feedback on how the product could be improved, such as easier access to the lamp controls and removing the lamp auto-focus feature.
Finally the VDU in the furnace control unit was adapted to also provide a graphical display of the furnace peak shape, calibration curves and analytical cookbook. This continued to maintain the appeal of the SP9 for a considerable time. Much of the original design was to continue in one form or another all the way to the present day - a complement to Ron’s original design.
If the SP9 product lacked a single thing it was automatic multi-element analysis. It was clear that all competitive companies were desperate to come up with some method of developing product that could provide multi-element analysis to satisfy the productivity requirements of all analytical laboratories. It was difficult to see how AA could ever provide simultaneous analysis, except in very cumbersome ways, but sequential multi-element analysis was possible by creative engineering. The race was on. We were to be beaten by a few months by Perkin Elmer to the launch of such a product but at this point in the late 1970s we were not to know that.
Trevor Stockdale had been sponsored by the company to attend the MSc course on instrument design at Loughborough University and on his return was given the task of designing and project managing Pye Unicam/Philips’ answer to this conundrum.
It was an inspired choice since Trevor and his development team produced what was arguably the most innovative of all our AA spectrometers - the PU9000.
Sometimes a product can have almost too many unique features, just too much to talk about and in the process the marketing message gets diluted or even drowned out completely. With the PU9000 we were certainly in danger of this. So many things were ultimately patented, having the resources of Philips patent department behind us.
.jpg)
PU9000 AA Multi-element Spectrometer
.jpg)
Automatic Multi-element AA
This achieved single beam signal to noise ratios but with double beam stability. Next the gas system was revolutionised by designing a binary flow system with various fixed orifices which could be switched by means of solenoid valves. This enabled the instruments microprocessor to self-optimise the composition of the flame and store the parameters for future use. A holographic grating was used in the monochromator for the highest optical throughput and wavelength and bandpass selection was totally automated. The background correction system was originally to be by using an arc lamp, however after a number of development failures in modulating the arc, and also matching the HCL beam profile, the SP9 rapidly modulated deuterium HCL solution was used.
.jpg)
Launch Hotel Regina Palace in Stresa
A full interlocked gas control system offered user protection and a single burner was devised to cope with all flame types - essential for true multi-element capability. The graphite furnace could be installed on a pre-aligned mount so the burner could be re-fitted without further need to optimise alignment. The PU9002 flame autosampler was an option that enabled trays of samples to be slipped inside the spectrometer and automatically analysed.
The electronics were state of the art (Intel 8085 processor, 48k ROM and 8k RAM) and offered every conceivable capability, including full automation, alpha-numeric display and built in, wide format printer support.
Should the user really want to use the instrument in a manual mode then an accessory panel, fitted to the instrument, was available to satisfy this requirement - the PU9001 manual override panel..jpg)
PU9000 with PU9007Data/Control Station
All of this meant that a user could put the lamps in the instrument, ignite the flame, load the sample tray and walk away to later pick-up the results from the on-board printer. This in essence had always been the original specification! Nevertheless it again required a 24 page brochure to explain all the features!
If that wasn’t sufficient to blow away the competition, and just in case something had been forgotten the potential of an add-on computer suddenly looked an attractive proposition. It must be remembered that companies were springing up everywhere with their own version of what eventually would be known as a PC. At this time they were just Microcomputers. In order to meet this requirement several of these companies were approached for a sample product to evaluate.
.jpg)
Interfacing the PU9000
Finally the alternatives were boiled down to two units - one from a Japanese company, Oki, which almost uniquely boasted a colour VDU, and one from a British company, Digico, based in Sheffield. The Digico unit was finally selected and boasted a 12 inch green monochrome VDU, twin 5 inch floppy disk drives and a fully QWERTY keyboard. The styling was relatively good by the standards of the day and fitted well with the main AA instrument. Next problem was appropriate software and the specification for this was agreed to be out-sourced to Logica, a software company in London. This was to be done on a fixed price contract which for sure Logica must regret to this day. Eventually the software was completed and provided a very complete data processing, results presentation, archiving and graphics package and really provided the PU9000 with another clear reason to purchase. It was marketed as the PU9007 Data/Control Station.
Despite this it seemed that every customer wanted to interface the spectrometer to a microcomputer of their own choice and in their own way. This began to consume a lot of our development time supporting such diverse requests and in order to close the door to this never ending stream of requests Trevor Stockdale put together a booklet, outlining the interface specification of the PU9000, how best to interface to it and some basic examples of how to set about the task. This became our standard reply to customers not prepared to purchase our own system and was a huge step forward in getting this hectic phase under control whilst still supporting our customers..jpg)
PU9000 Advertisment
Most of the other accessories with the PU9000 were those already launched with the SP9. The PU9095 Video Furnace and Autosampler, the PU9003 Air Compressor, the SP9-20 EDL unit, the chart recorders and printers, the hydride kit and the mercury cold vapour kit. For the first time the accessory range was beginning to achieve some commonality across the range despite having to have some specific interface kits for the PU9000 product.
The PU9000 system was launched in 1982 with another impressive launch video starring Concorde! Initially there was great excitement in the analytical community at both the PU9000 and the competitive Perkin Elmer product, the PE5000, largely because of the level of automation offered by both products. An ad for the PU9000 of that time is illustrated and shows our first product recommendation in an ad. This was from Dr Nick Walsh claiming it to be "the world’s best in AA" for him. This was very brave of an academic, and inevitably ruffled feathers at Perkin Elmer who immediately wrote to his boss at King’s College demanding a retraction. Wonderfully Nick replied to the effect of how could he retract a true statement!
With a very presentable AA catalogue of SP9 and PU9000 systems unit volume again hit the 400 unit mark by 1985 and we became the largest revenue business in what was now the "old" Pye Unicam factory. In many ways this was to be seen, with the benefit of hindsight, as something of a high point of the AA business for many years to come.
.jpg)
AA Accessory and Consumables Brochure
Meanwhile a commercial department had been set up within the company whose sole purpose was to market accessories and consumables across all product ranges. This operation was known as Reflex and produced an extraordinarily detailed and complete booklet of all such items for sale. The fore-runner of this was the dedicated AA Accessory brochure which in due course was "absorbed" into the company-wide version and marketed under the Reflex brand. This considerably sharpened up our response to customer consumable orders with a dedicated sales and dispatch team and allowed us to expand our offering to such items as chemicals and extraction systems.
Surprisingly one day units from Digico were arriving with an orange coloured display rather than the original and it started to dawn upon us what little control we had over the product. This was further emphasised upon learning a year or so later that Digico had in fact gone into receivership. We hired a van and hurriedly set off for Sheffield to be greeted by the receiver, brandishing one of the first mobile phones we’d ever seen! Hasty negotiations secured the stock of remaining computer units and these were hastily transported back to Cambridge.
It was certainly a wake-up call and since uniformity in the microcomputer market had yet to be established by IBM it was decided to take full control of our own fate and begin a project to build into the PU9000 chassis our own microcomputer.
The GC (Gas Chromatography) and UV (Ultra Violet/Visible Spectrometry) businesses had always been the mainstay of the Pye Unicam business. However both were relative mature techniques with many well established competitors.
Techniques such as LC (Liquid Chromatography) and AA were relatively new techniques and with competitors at a similar "start-up" phase to that which Pye Unicam found itself. It made sense to make a somewhat disproportional investment in those techniques in the hope of establishing good market share and revenues..jpg)
Revenues in GBP of the Year
The AA business was fortunate in that respect and as the relative revenues through the late 1970s and 1980s demonstrate the AA business did indeed achieve such a return. By 1985 it had become the largest of the main five businesses.
This was a good achievement, but in global terms hid the fact that, despite this internal growth, the investment was actually only holding a "stand-still" position in the world market, against our global competitors.
Our unit volume of AA spectrometers was in fact relative static, rarely achieving volumes in excess of 400 units per annum. In a growing world market of approximately 4000 units this represented at best a static world share of around 10%, but in reality a small reduction in market share due to the inherent market growth.
.jpg)
Units shipped per year
So where had the above inflationary income growth come from? The answer was that AA Spectrometers were only part of the picture. As the microprocessor became dominant in instrument design a significant feature enhancement could take place, adding many useful automation features and developing high-end product with attendant perceived high-end value and hence prices. Equally, significant furnace AA analysis was by now being performed and was well established. Each furnace accessory, together with its essential autosampler, at least doubled the value of each spectrometer sale. Hence in a static unit spectrometer situation, the revenue would increase significantly because of these two major market effects.
This can be a business comfort, but without increase in market share is not the most desirable long term strategy.
Having taken the decision to build our own microcomputer into the spectrometer the project started with reasonably clear goals and specification. The resultant products, the PU9200 Series and the PU9400 Series were launched in 1986 and 1987. The original launch was at the De Bovenste Molen Hotel in Venlo, a memorable week-long event - apart from when the lorry carrying the launch instruments removed a large part of the hotel entrance roof!
.jpg)
PU9200/9400 Launch
Fundamentally the PU9000 spectrometer would be built into a completely new set of casework with built in microprocessor, VDU, floppy disk drives and a QWERTY keyboard. The instrument would be entirely controlled via this keyboard or context sensitivity hard keys around the VDU bezel - the so-called "soft keys" which were all the rage at the time. The function of these keys changed dependent on the display and parameters on the VDU at the time. The only other controls were to be the power switch and the flame on and off controls as, for safety reasons, these were not routed directly through the microprocessor. So the emphasis of the project was very much on the design of the casework, the design of the microprocessor electronics and of course the software, rather than the AA technology.
In addition it was decided that the range be split in two; what was to be the PU9200 and the PU9400, in order to maintain the high perceived value at the top of the range whilst squeezing in a mid-range product - the PU9200 - to try and extend our market reach. Meanwhile our trusty friend, the SP9 system would soldier on at the lower end of the market. Around this time we shipped our 2000th SP9 and enjoyed a company party in the canteen over the road in York Street.
.jpg)
The PU9200 Series AA Spectrometer
In essence the product differentiation between these two product ranges was that the PU9200 would have a monochrome 12 inch VDU, no floppy disks, cheaper casework and a different colour scheme. The software functionality was also somewhat limited. The PU9400 on the other hand boasted a full colour VDU, twin floppy disks, expensive casework in the form of precision castings, a more expensive paint job and, most importantly the built in autosampler and full multi-element software. Such additional items as the floppy disks, autosampler and full software could be purchased to upgrade the PU9200 and so the pricing structure was vitally important in squeezing out the larger margin at the top of the range.
.jpg)
PU9390 Furnace Head with PU9385 Autoprobe
.jpg)
The PU9380 Furnace Autosampler
For the launch a new furnace system, the PU9390, was designed in an attempt to overcome some of the weak points of the previous furnace, such as the graphite tube contacts melting during use. It provided an all graphite environment around the cuvette and also provided improved control of the purging and flushing inert argon gas systems. A new furnace autosampler, the PU9380, was also produced with far more capacity and far more flexibility in producing standards addition analysis, sample dilution and concentration, standards preparation and matrix modification types of analysis. In addition, a further accessory for the furnace, the PU9385 Furnace Autoprobe, was developed in conjunction with Strathclyde University. This device rapidly inserted the sample after the graphite cuvette had reached full temperature and for certain analyses considerably improved the measurement sensitivity and reduced the effects of chemical interference on the result.
During this period a good deal of collaboration had taken place between the York Street site and Prof John Ottaway’s group at The University of Strathclyde in Glasgow. Students had been supported and seconded to York Street, instruments provided to the university, various meetings on the future of elemental analysis were held and finally a chair in Analytical Chemistry was funded with Prof David Littlejohn being the first holder. The Autoprobe was the first commercial product to result.
.jpg)
The Apps Lab at York Street with Robin Tuckerman, Christine Lewondovska and several PU9200/9400 AA spectrometers
The new instruments were the largest (and heaviest!) we’d ever produced and a safety requirement was that we design carrying handles for the instruments in order they could be transported rather like a body on a stretcher!
Along with a new logo for the AA business, the opportunity was also taken to expand the otherwise similar accessory range with the PU9360 Continuous Flow Vapour System, now built to our design by our colleagues at Shorekarn Ltd.
The photography exercise for the new brochures was an interesting week in the studio as it was decided to photograph all the products on top of a volcano! This had to be constructed from polystyrene and intense lighting in the studio. In addition all three instruments had to have real flames running with different coloured solutions aspirated. It was quite a triumph when the final shots were final achieved!
Thoughts began to turn to the SP9 product that had soldiered on valiantly for over eight years with little development attention. The facts were that the product was, in analytical performance terms, as good as any product on the market. However visually it was beginning to show its true age.
.jpg)
1988 Business Team of the Year Award
.jpg)
The AA team receiving their award
The project turned into the classic re-boxing exercise. The SP9 was literally placed in a new sheet metal box in the new Philips beige colour scheme. Philips had by this time produced their own microcomputer or "PC". Software was written to replace the functionality of the SP9090 Computer in both monochrome and colour version and the range of accessories for the PU9200/9400 systems were added to this catalogue and the whole released as the PU9100 in 1988.
This effectively moved the entire AA range into both the new Philips styling and, more importantly, firmly into the microprocessor/microcomputer and software age, requiring a significant increase in the software resources in the Development team.
That year, 1988, the AA Business Team was awarded the Philips Scientific Business Team of the Year and as reward were all sent on a 4x4 training course in the Cotswolds.
.jpg)
The AA Team at their 4x4 Course
.jpg)
The X Series launch display at the PSV stadium
By the following year it was already felt that the declining unit figures needed a further, and urgent boost and so the inevitable marketing face-lift exercise was put into operation with the advent of the PU9100X, the PU9200X and the PU9400X. Collectively known as the X Series, they were introduced in a launch in 1989.
The launch was held at the PSV football stadium in Eindhoven. Since the club effectively was the Philips football club and all the players officially were employees of Philips, the hiring of the conference and exhibition facilities at the club were relatively easy to organise. It has to be said that most attendees at the launch were more interested in being photographed with the European Cup, which PSV had won that year, than being photographed with the X Series!
.jpg)
Richard Wright with the European Cup at the X Launch at the PSV stadium
It has to be admitted that the X Series sales platforms were rather thin to put it mildly. The colour VDU was made standard across the range and the 4 lamp automatic turret and gas box added as standard to the PU9200X. Several additional software facilities were provided to the PU9200X and PU9400X such as on-line digital balance weight correction and dilution factoring, full alpha-numeric sample ID, better report formatting, automatic ash/atomise temperature optimisation for the furnace, results editing, intelligent flame and method parameter optimisation and the ability, by portioning the software into additional add-on modules, build the PU9200X to almost a PU9400X at a later date. The PU9100X effectively was a PU9100 with an additional X silk-screened to the front panel!
.jpg)
L to R - PU9200X, PU9100X and PU9400X
The X Series provided reasons for new marketing material, advertising and PR, but in truth did little to advance the AA analytical technique except for a few laboratory productivity improvements. However it kept the unit volume ticking over at what seemed an inevitable 10% world market share.
Around the corner lay much bigger changes for the AA business, in fact the whole of the York Street site.
.jpg)
The ATI Presentation to celebrate our acquisition
In early 1991 ATI (Analytical Technologies Inc) became the new owners of what had originally been Pye Unicam. Based in Boston, Mass, USA, ATI was essentially a venture capital company which was in the process of buying relatively struggling, mid-sized companies, putting them together and improving their financial performance with a view to finally floating the conglomerate on the New York Stock Exchange. We joined companies such as Mattson (a USA FT-IR manufacturer), Orion Research (pH systems) and Cahn (balances) and quickly became influenced by the new American management.
Luckily for the AA business we were well forward with a new development of a replacement range of AA products. We were experiencing considerable component problems with the microcomputer parts built into the X series products. The world of VDUs, disk drives, QWERTY keyboards and the microchips themselves was constantly changing owing to the speed of development in these technologies. This was something our purchasing department, and indeed ourselves in development, were unaccustomed to. Not only did it often the halt of the instrument manufacture process, but cost considerable Development resources in evaluating alternative items.
Considering all these problems and taking note of the fact that finally IBM had established some discipline and commonality in the microcomputer world, now to be known as the personal computer or PC, the way ahead seemed pretty much determined. The entire user interface, control, data processing, graphics and display should be delegated to a free standing PC. The spectrometer would effectively become "the slave" or fundamental measuring device in the system. As a "black box" AA system, the earlier products were still in reasonably competitive shape. It was determined that the major areas for improvement were the furnace head and autosampler, the flame autosampler and of course an enormous amount of software development to support the PC concept.
This software would now fall firmly between firmware, running in the spectrometer, and software running within the PC. Considerable problems had been experienced by users with both the PU9390 furnace head in terms of cuvette electrical contact and the PU9302 flame autosampler due to corrosion within the spectrometer from fumes off the samples in the carousel. In addition, Zeeman background correction was beginning to become an essential requirement of the EPA (Environmental Protection Agency) in the USA. It was accepted that this was a sufficiently urgent market requirement that means had to be found to develop a Zeeman AA system to be included in the new product range as soon as possible.
Shortly after the acquisition it had been agreed that our part of the ATI empire would be marketed as Unicam Analytical Systems. The following year, 1992, the first release of the new AA product was ready for launch. An AA brand had been chosen to over-arch the new AA product range and this was SOLAAR. The instruments themselves were to be known as 919, 929, 939, 959 and 939QZ.
This numbering scheme has a vaguely interesting history. Every AA spectrometer to date had retained the 9 digit in the product identifier. We were desperately searching for an alternative treatment for this new instrument series without losing the 9 digit. Fortunately, released from the relative confines of Philips required house style we could be a bit more imaginative. One day a passing member of staff suggested that the Boeing method of naming their aircraft with a 7x7 designation would in fact allow us to use two 9s if we adopted a 9x9 format. There and then it was agreed! The SOLAAR brand had been proposed by an ad agency, based on a heat and flame concept. The double AA in the title gave it a unique brand status as well as being immediately obvious in terms of the derivation.
.jpg)
The 919 AA Spectrometer and Data Station
Perhaps amazingly it was requested that we keep our old friend, the PU9100X or in fact the SP9, in the catalogue and so the product was given a minor cosmetic facelift and became our entry level product in the new catalogue - the 919. It also acquired the new furnace and autosampler, the GF90 and FS90 respectively. Some additions to its supporting software and an LED bargraph to replace the analogue energy meter enabled this remarkable product to sail on into the 1990s, around 13 years after its original launch.
.jpg)
The 939 AA Spectrometer and Data Station at launch
The launch also introduced the all new 939 and 959 AA systems. Again the AA technology in these products was heavily based on the original PU9000 and SP9 optical, detection and atomisation systems. Improvements were made in all areas but the development concentration was heavily upon the casework, accessories and above all the software. In terms of the accessory range a flow injection system (FI90) (later, because of a patent dispute, to be re-christened a segmented flow injection and vapour system), a re-vamped vapour system (VP90), an electrically heated atomisation cell (EC90), new flame autosamplers (221XL and 222XL) and a flame sample dilutor (401C) were all added to the catalogue, providing a very competitive and complete range.
The most important change to the accessory catalogue, to coincide with the launch, was the new furnace and autosampler (GF90 and FS90). The entire furnace head was yet again re-designed to overcome on-going problems with the graphite tube and move from a radial contact to a longitudinal sprung contact. Not only did this improve the consistency of contact, and thus temperature, but also improved the inert gas flow patterns in the furnace head and also enabled the later addition of a magnet to facilitate Zeeman analysis. The furnace autosampler was also considerably re-designed to provide all and more of the previous capability, but also to improve the reliability and build quality.
.jpg)
The new SOLAAR Software packages
The fundamental benefit that the 959 system offered over the 939 was the ability to perform multi-element analysis automatically. Each of the four lamp positions could identify up to four elements to cope with multi-element HCLs. Thus up to 16 elements could, in theory, be determined. Since the only real difference was a simple motor on the lamp turret and some additional software capability to achieve this difference it became very important to structure the new software into individual packages, since the perceived value of this difference could run to several thousand pounds.
The all new PC control software which talked to the new Motorola 68008 processor in the spectrometer was therefore divided into four distinct packages - Routine, Advanced, Multi-element and Auto QC Software. Thus with a 939 the Routine software was provided as standard and with the 959 all software was provided as standard. The software pricing strategy was vital in maintaining the added value of multi-element software and therefore these various packages were relatively expensive. For the first time we had to take seriously the issues around licencing our software and just as importantly putting in place a support activity to offer both routine and urgent software re-issues to the user base. Suddenly we’d become a software business with all its attendant issues.
In order to maintain the momentum of the AA product the following year, 1993, we were able to please ATI management with brand new additions to the AA product catalogue. Two new spectrometers were introduced - the 929 and the 939QZ while at the same time also adding some new facilities to the 939 and 959 product lines. Our good friend the 919 was finally retired in the process.
.jpg)
The SOLAAR 929 AA Spectrometer
The 929 product offered everything the SP9 and its successors had but in an up to date package with single and double beam alternatives, a simple option of a small local control with alpha-numeric LCD display, which included basic graphics, or alternatively the full SOLAAR PC software option. This then enabled it access to almost all the accessory catalogue of the 939/959 products. Just as with these latter products, the 929 was available in a number of different configurations, including dedicated furnace only systems. This strategy enabled the 929 to join the other SOLAAR products on the in-built Motorola 68008 processor system, and by removing the 919, all AA products were now sharing the same basic design platform, making support much easier.
.jpg)
The SOLAAR 939QZ Furnace AA Spectrometer
The 939QZ was another variant on this platform. It was a dedicated furnace system, but uniquely supported the Zeeman background correction technique, by now an essential requirement in several market sectors.
Developing the Zeeman measurement capability was a major undertaking for the company. Many times we had almost cancelled the project due to the amount of resource and technical difficulties that were being encountered. Thankfully, as we shall see, it was pursued to completion.
The Zeeman background technique uses a magnetic field, ideally around the atomisation source to split the absorption profile into components of differing optical polarisation. It is then possible, by using a polarising device in the measurement beam, to measure both at the centre of the absorption line and slightly off the line - thus differentiating between background absorption and atomic absorption.
.jpg)
The Zeeman furnace head and autosampler from above showing the magnet in red
Since the technique can cope with structured backgrounds, spectral overlaps and wavelengths beyond the range of the deuterium lamp output, it can offer certain advantages over the more traditional deuterium lamp method. Despite that, it must be noted that there are certain circumstances where the deuterium technique would be superior. For this very reason it was decided that the instrument specification should call for both techniques to be built into the resultant product. Since our deuterium correction system had the market name of Quadline the instrument would be known as the 939QZ (Quadline and Zeeman). The name Quadline had come from the fact that we modulated the lamp sources at four times the line (or mains) frequency.
The project required the development of an electromagnet of at least 0.8 Tesla field strength to be pulsed at a frequency of 100 or 120Hz. This in itself was highly problematic, not just because of the magnet itself, but also because the pole pieces had to be around the graphite cuvette and therefore at a distance of some 1cm or so apart, yet small enough to fit around the furnace head in the standard AA sample compartment. For some time our ex-colleagues within Philips had helped us with this. Eventually, with help from independent consultants, a design was proven, but the manufacture proved to be almost as impossible. Finally a third party company in Cambridge managed to come up with a manufacturing process that seemed to yield reliable results and we could begin the instrument development itself. Additionally electronics were provided to drive the magnet within the existing furnace power supply to create a dedicated Zeeman system power supply. The instrument optics was modified in order to house the polariser system. Since the instrument was capable of both Zeeman and Deuterium modes this polariser had to be motorised to remove it from the optical path when not in Zeeman mode.
.jpg)
Examples of GFTV display for different sample injection depths into the cuvette
In addition it was decided to build an optional small camera into the instrument optics to enable a movie window on the PC to view along the graphite tube as the sample was deposited, dried and finally cleaned from the tube after analysis. This proved very useful for the analyst and was marketed very successfully as GFTV.
And so, finally, the SOLAAR 939QZ was ready for its launch. This established the company as a real AA contender since only the other two big AA companies - PerkinElmer and Varian - offered equivalent systems. Since the dual background techniques and GFTV of the 939QZ were completely unique, this system was truly ground-breaking technology.
The following year, 1994, a variant of the 939QZ was launched. This was known as the SOLAAR 939Z and effectively was the QZ product without the deuterium system, thus allowing competitive price points to be established against the competition.
.jpg)
The SOLAAR 959 AA Spectrometer
It had been a very hectic development and marketing period, but the result was an AA catalogue second to none and all on a common platform for support purposes. It is a disappointing fact that despite all this the market performance was still hovering around the 10% world share and appeared to be falling somewhat rather than rising. It was beginning to feel as though our limitation was distribution rather than product offering.
Despite this ATI management were keen on pursuing any related technical offerings and as a result we were encouraged to visit a company in Medford, Oregon, USA who apparently had achieved the holy grail of simultaneous multi-element AA. Should ATI look at purchasing the company and technology? Many attempts were being made to achieve this goal. Some employed a broadband optical source and a very high resolution monochromator, although this approach ran somewhat contrary to Walsh’s concept of the selectivity residing in the source of radiation. Other approaches utilised multiple HCLs with an optical beam recombiner prior to the atomisation. In this approach the more lamps, and hence elements, employed the less energy passed through the atom cloud for each wavelength, hence the detection capability suffered. The Analyte Corporation’s approach in Medford was somewhat different, and at first difficult to believe.
A week was spent evaluating the device at the company’s plant, once non-disclosure arrangements had been agreed.
The Analyte 16 turned out to be a very rapid sequential multi-element system. In order to do this it rotated one of 16 HCLs into position and tuned and peaked the monochromator all in less than 3 seconds, which was indeed very rapid. The instrument worked with both a flame atomisation system or alternatively a cathodic sputtering atomiser for solid samples.
.jpg)
The Analyte 16 Spectrometer
Although the instrument was innovative, the engineering was fairly basic. This could have been corrected, but the fact was that the apparent benefits of the product were both limited and not really what the market wanted. The decision was taken not to take up an option on the technology, and with the benefit of hindsight this was probably a good decision. Under pressure from ATI management to continue evaluating alternative commercial approaches to AA, several other companies were approached, however non had technology that really suited our purpose.
By 1995 however yet another event would grab our attention more than the search for alternative technologies. This was the acquisition of ATI businesses by Thermo Electron Inc of Waltham, Mass, USA. As documented elsewhere an early move by Thermo was to split the various Cambridge businesses up into independent entities, each with their own business team. So the IR business was effectively absorbed by another, bigger Thermo IR company - Nicolet. This effectively left three remaining Cambridge businesses, Chromatography, under Bob Bates, which eventually went off to a factory at Bar Hill outside Cambridge and the UV business, under Maurice Shorter, eventually converted a vacant factory unit in Mercers Row, Cambridge. The Elemental business, now consisting of AA and ICP-OES and under John Hemming, at the same time moved to an ex-Philips factory in St Andrews Road, Cambridge. This really proved to be a time of great upheaval, with a large reduction in workforce, however for the present we continued to work together in what remained of the York Street site.
As part of the acquisition Thermo took a close review of our patent portfolio for the Elemental business. To a degree this was quite extensive, largely as a result of the PU9000 development. It included such items as coded HCLs, automatic flame optimisation, Stockdale double beam optics, GFTV, "built-in" autosamplers and furnace cuvette design amongst others. Arguably of these the most important was the coded HCL patent. Varian had already accepted their contravention of this patent and, in addition to a sizeable sum of money, had granted us a free licence to several of their important furnace autosampler patents that proved very useful for us. At the point of acquisition by ATI from Philips the latter were just embarking on discussions with Perkin Elmer and others which would for sure have borne some fruit. The other patents were important in the sense they created obstacles for other companies who had to find ways of circumventing. However on the ATI acquisition it was decided not to purchase the Philips owned patent portfolio, partly because it was too expensive and partly because it was quite aged and hence of lesser value in the future. We had therefore entered American ownership with effectively no protected technology to our name.
At this point, despite the recent new product launches, the AA business was at arguably its lowest ebb since its beginnings. Unit volumes were in the mid-200 range and our sales teams around the world were suffering the same confusions as they attempted to merge with existing Thermo activities. It was considered vital to refresh the AA product range in order to bring some focus back to our business.
.jpg)
The SOLAAR 969 AA Spectrometer with Local Control
This we did, replacing the existing catalogue with four products the 969 and 969Z, and the 989 and 989QZ in 1996. The strong belief was that the AA catalogue had got far too complicated. It took a 28 page brochure to even begin to tell the story! This was partly because of the serial, additional developments and the drive to make all products capable of supporting all accessories. The sales force needed a simplified catalogue that could be readily understood, especially now they were expected to cover a far wider Thermo catalogue. In addition the spectrometer microprocessor that controlled all the hardware aspects, the Motorola 68008, was about to become obsolete, to be replaced by the Motorola 68340 requiring both new electronics and embedded firmware to be designed.
The Flare project, designed to meet those goals, was fully specified by August 1995 and launched in the final quarter of 1996. As a focussed and rapid project, its goals were a new on-board processor, electronics and embedded firmware, greatly improved 32 bit Data Station Windows 95 software including up to six foreign language versions, a new lamp turret design and multi-element support for the local control version. To bring a focus to the importance of efficient manufacture for the new product range a target of less than 3 day manufacturing throughput time was required and a product cost reduction of 15% defined. Because it was also important to bring market focus on the product a new improved styling was agreed now that the use of moulded plastic casework had become a potential reality.
.jpg)
The SOLAAR 989QZ Zeeman Furnace AA Spectrometer
The development processes were also critically reviewed and improved. Tools such as 3D computer aided design and others enabled the move directly to pre-production manufacture, side-stepping the need for experimental models. Extensive concept review and considerable improvement work in conjunction with our major suppliers proved very beneficial for the project.
Thus, in late 1996, the SOLAAR 969, 969Z, 989 and 989QZ product catalogue was ready for launch. The launch training was to be held at the original Holiday Inn in the centre of Cambridge. Because the new Data Station software was so central to the improved product facilities it was decided to invest in an LCD projector, which at the time were very expensive and totally new and novel. The launch presentations and all the software demos employed the use of the projector, which at times was in danger of being more interesting in itself than the information being displayed! The projector was extraordinarily large and heavy, but nevertheless accompanied the launch right around the world, having become such a central and useful tool.
.jpg)
The AAS Validator Kit
The product range looked really smart with the improved casework, the new software was extremely competent and attractive. The work with subcontractors had enabled modules such as the entire gas control unit to be subcontracted and the new lamp turret enabled the support of a much wider range of lamps. Whilst the accessories for furnace, Zeeman furnace, autosampling, vapour generation and so on were basically revised versions of the earlier offerings, a whole new area of analytical verification was opened up with much quality control and auditing software and the Validator product.
.jpg)
SOLAAR 969 Ad
At the time this again was a unique product in Elemental analysis providing a complete package of qualification plans, standard operating procedures, check sheets, guidelines and a logbook for their recording. Together with certificated analysis standards and a Calibration Validation Unit that enabled the automatic calibration of the instrument itself, it provided an invaluable tool for the highly regulated laboratory. Much of the original thinking on this accessory had been inherited from our UV-Vis business colleagues, which enabled us to achieve a significant lead over our Elemental competitors.
Because we were moving into areas, such as regulated data validation and quite technical software issues that were not immediately understood by some of our sales teams, it took some time for the significance of the launch to register. Combined with the upheavals occasioned by the Thermo acquisition within our own factory and the inheritance of an albeit more extensive but relatively new sales team it was not an easy time to achieve an upturn in sales volume. Nevertheless, as the message spread via quite intensive training sessions the improvement started to show in the quarterly figures.
Times were indeed a-changing at York Street. An American, Clancy Schupert, had been drafted in as General Manager with the three remaining business teams reporting through him. As we shall see in a later section devoted to ICP technologies the York Street site had been badging and merchandising an ICP-OES product for several years from Leeman Labs, a company in Massachusetts owned by John Leeman. Unicam had finally decided to bite the bullet, and with the market experience gained, develop an in-house product. In fact two independent projects had been started - a low cost, sequential, traditional ICP-OES and a higher end, simultaneous, array detector product. This latter product would use an Echelle polychromator. Both projects were making reasonable progress and hardware had already been constructed for initial experimental proving.
Some time before the ATI acquisition Thermo had acquired the Jarrell-Ash Corporation, a distinguished optical and analytical instrument manufacturer in Franklin, Mass, USA. Although primarily an ICP manufacturer, Thermo Jarrell-Ash(TJA) had acquired another Massachusetts AAS manufacturer by the name of Instrumentation Laboratories - a company we in Cambridge knew very well as a strong competitor. This of course meant that Thermo had a surfeit of AAS and ICP manufacturers, together with other companies they possessed, such as ARL in Switzerland who also provided similar product.
Since TJA had been part of Thermo for some time, and were USA based, it fell to them to help resolve this issue. Engineers and marketeers were dispatched to Cambridge to review our products, our technologies and any products still "in the kitchen". Finally a showdown meeting was called in Clancy’s office in York Street. After much discussion, argument and hand-waving it was agreed that TJA would become the centre for ICP-OES and Unicam the same for AAS. In other words the significant ICP projects at York Street would immediately stop and similarly the AAS products at Franklin would be wound down. Any technologies from either would be available for the general good.
This was indeed a blow for the York Street site who saw their growth salvation very much in the ICP product. Having starved the AAS product line of development resource to get this far with ICP it was indeed a double blow for our future.
Quickly responding to this changed circumstance it was decided that any salvation lay in throwing all the resource we could at a new AAS development that was unique, market attractive and above all creative. The alternative strategy was ever deeper cost cutting on the existing product and a general slimming down of costly resources. Fortunately the initial strategy won out, after a fairly heated "discussion".
Thus it fell to the development and marketing departments to come up with a product and technologies that would be sufficiently well received to grow our business.
Despite all that had gone before it became ever obvious that Thermo required a slimming of resources to better match our not so healthy business figures. In addition the York Street site was to be sold by Philips (who still owned the site) for housing development. Auctions were held on site for all the machine shop and other equipment and before long the Elemental business was searching for a new home. An ex-Philips building in St Andrews Road was available and so, with extensive refurbishment, this became the Thermo Unicam Elemental business home for the next few years.
Orders for 969 and 989 were a little lack-lustre, despite the quality of the products themselves. The development group had reduced from the heady days of over 80 engineers to ten. It was during this very active period that a project by the name of "Millennium" was begun - the fervent wish being that the product could be launched shortly after the start of the new millennium.
It is a little known fact that Charles Perkins, who had largely been responsible for the design of the Echelle polychromator based simultaneous ICP that had been cancelled, vowed that whatever the new AAS would turn out to be it would have an Echelle monchromator, after all the work he’d put in to understand the technology. An odd challenge from such an objective physicist! Nevertheless it turned out to be an inspired move, if for all the wrong reasons!
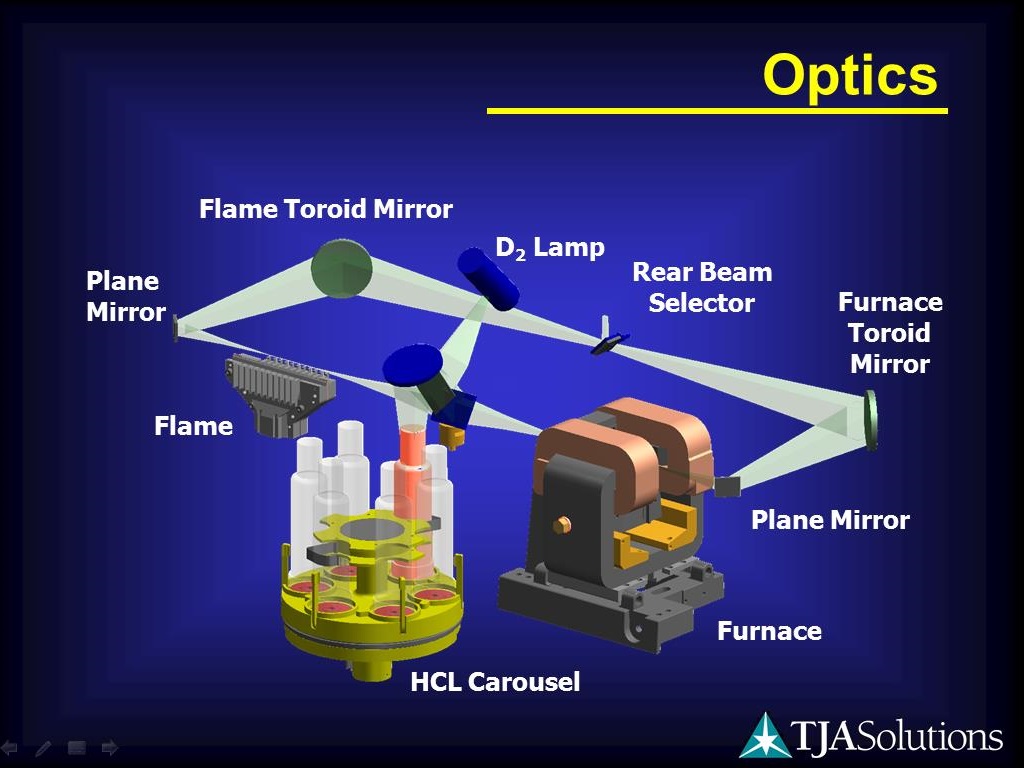
The M Series Dual Atomiser Optical Concept
Around this time in the late 1990s there was a move to make the change from flame (ppm determination) to furnace (ppb determination) as quick and as painless as possible. Many labs frequently had to perform both types of analysis and the very physically demanding and time consuming change over, together with the attendant optical alignment and optimisation, was rather non-productive for busy laboratories.
Instrument manufacturers were turning their thoughts to this as the next major hurdle to overcome. Several solutions appeared on the market over the next few years. These included putting both atomisation systems in series in the optical beam, thus losing energy and producing poorer detection limits, or physically motorising the two atomisation systems in and out of the beam. Given the physical constraints, optical alignment was rarely good and given the hazardous gases involved with the flame, never really desirable from a safety perspective.

The M Series 6 HCL Turret
One day, as several of us sketched away on a whiteboard, a rather simple but very creative idea emerged. Most instruments were double beam by this time. A sample beam would pass through the atomiser head (either flame or furnace) and a reference beam, derived from the original beam but modulated in anti-phase to the sample beam, would pass behind the atomiser thus allowing the detection system to compensate for any drift in the original optical output of the source. What if the source were central and these two beams travelled in opposite directions returning to the detection system together? A flame system could be placed in, say, the left hand beam and a furnace could be placed in the right hand beam. Once aligned they would never need to be moved again. If flame work was to be undertaken the left hand beam would be the sample beam and the right hand beam the reference, and if furnace work was to be undertaken the beams would play the opposite parts. The instrument could change function totally automatically.
Like all good ideas it was ridiculously simple, but the engineering would prove to be quite the opposite - nevertheless the Millennium project was off and running.
In order to achieve the most compact footprint the 6 lamp turret was placed centrally and vertical. A periscope and beam splitter then directed the optical path both left and right, through the two sample compartments. By taking both beams around the instrument to the centre back, an echelle monochromator and detector completed the optical system. It sounds relatively easy, but in practice was rather difficult to achieve.

The M Series M5 System with Local Control
Nevertheless in May 1999 the product, re-christened the "M Series" was launched with three basic products - the M5 which was a conventional flame/furnace combination, the M6 which replaced the conventional furnace with a Zeeman furnace and the MQZ which was a Zeeman furnace only instrument but could accommodate a vapour system in the flame compartment for instance. All the major accessories such as GFTV, autosamplers, dilutors, vapour systems and Validator kits were either carried over or significantly improved for the product launch. In addition, all the unique SOLAAR features were also embedded in the M Series, such as QuadLine Background correction, data-coded HCLs, binary flow gas control, Stockdale double beam optics, flame and furnace optimisation software and even a local control version was made available. The data station Windows software was again enhanced and improved, utilising a Wizard based interface, new database and search engine facilities, GLP and GALP compliance, extensive reporting and QC options and compatibility with all Window 95, 98 and NT conventions.
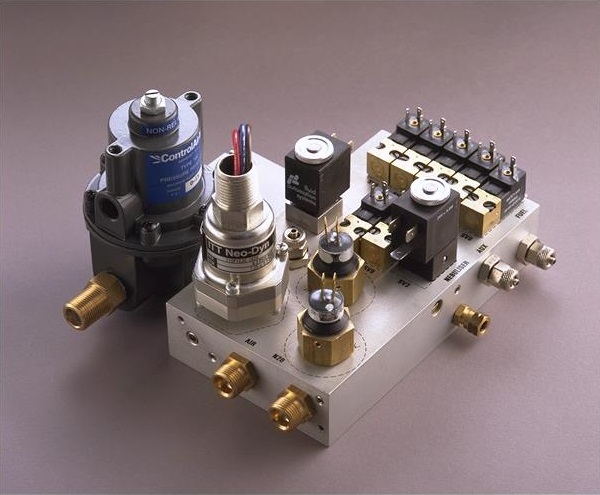
Example of the M Series integrated design and manufacture of complete gas system sub-assembly
Just as significant as the actual product and its associated features was both the significant investment in advanced development tools and the close liaison between development and manufacturing to produce a cost effective and high quality product. The 3D CAD design system was extended to include FEA (Finite Element Analysis) and DFMA (Design for Manufacturing and Assembly) tools. This investment enabled targets of a 20 hour assembly and test time and a two day throughput to be defined. It is interesting to note the reduction in items on the Bill of Material that were achieved over the last four series of AA spectrometers. In 1986 the 9200 product consisted of 3,600 items. By 1992 the 939 series consisted of 1,950 parts and by 1996 the 989 product totalled some 703 parts. In contrast, by 1999 the M6 product had a BOM of 308 parts - a really significant reduction for a far more complex product. This type of efficiency of course rolls right through the organisation from initial purchasing all the way to the stocking of service spare parts.
For the first time it was also possible to design a complete cover set from injection moulded parts at a realistic cost price, even in the hundred off quantities associated with this type of product. Furthermore the entire structure and optical platform of the instrument was constructed from just two large aluminium castings.
The product range launched with tours in almost every country in which Thermo operated, culminating with a 36 city centre tour in the USA and a Japanese launch on the 22nd June 1999. The "Millennium" project had materialised some six months before the new millennium started!
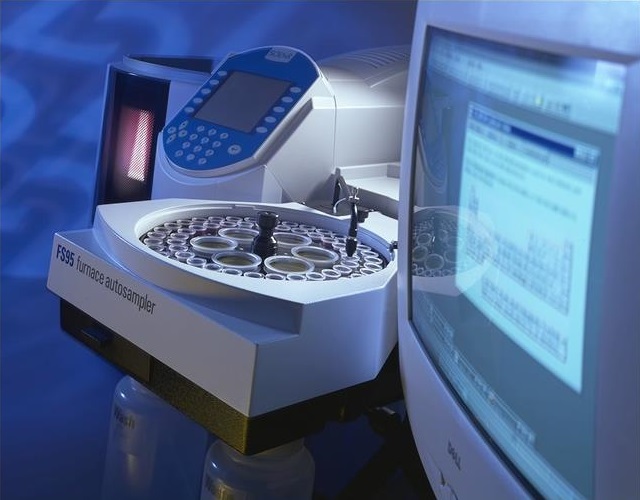
The M Series AA System
Partly due to the Thermo sales team now becoming more familiar with selling AA product and partly due to the M Series itself, the market acceptance of the product was immediately clear from the significant upturn in volume and market share. In many ways, rather like the PU9000 some seventeen years earlier, there was almost too much to talk about, almost too many unique features for the product marketing to highlight. Even the footprint of the instrument at 0.46 square metres was in a league of its own, in terms of laboratory real estate savings.
Up until this point the ownership by Thermo had been quite a "hands-off" approach - as long as we could return acceptable business figures each quarter we were pretty much left to our own devices. However things were beginning to change. The Elemental business, consisting of AAS in Cambridge, ICP-OES at TJA in Franklin, Mass, USA and ICP-MS which had arrived via the acquisition of VG in Winsford, UK were to be merged to form TJA Solutions. The leadership of this new grouping would firmly be from the Franklin factory and, as such, our relative freedom of action in Cambridge was significantly reduced. As we shall see later, there was a large degree of irony in this situation as events were to prove. Early M Series instruments carry the Unicam logo on the lamp turret door, later versions are changed to the TJA Solutions logo. In addition the SOLAAR brand had to be dropped for all but the data station software packages.
However, by the following year after launch the AA market share from independent statistics had risen to over 15% by revenue and over 20% by volume - a distortion partly due to the enormous consumable sales of our two major competitors and their large installed base.
With this significant milestone achieved and, not least, the AA business put firmly back on its feet, it was time to consider the next product moves.

The S Series AA System
The M Series was still supported at the lower end of the market by variants of the older 969 product. This was important to enable the M Series products achieve premium price and hence good margins. It was clear we needed a similar, lower cost and higher margin product at the lower end of the market, but a product that enjoyed the same instant "attractiveness" as the M Series. Coupled with this urgency was the fact that development resources were under close scrutiny for a product range in what was at best a mature market.
The answer seemed too obvious to be true - chop the right hand end of the M Series and feed the reference optical beam directly to the monochromator at the rear of the instrument. Thus the product would return to a conventional AA instrument, but with a bench footprint unlike anything ever devised. It sounded too simple to be true!
Of course it was!

The S Series AA System alongside PC Control
The optical design proved to be a real headache and as a consequence the echelle monochromator was replaced by a more traditional Ebert arrangement. Fortunately the investment in new development tools enabled the project gestation time to be reasonably fast. Many of the new design features were made backward compatible to the M Series, saving costs and improving commonality across all products. In particular the new plastic manifold moulded gas system, the new, simpler titanium burners, the new single pcb electronics and switched mode power supplies and the new automated factory test hardware and software were all carried across to the M Series line. The electronic design environment and well proven suppliers enabled the whole instrument structure to become one precision aluminium casting, this including the whole optical platform. The 32bit Windows software was further enhanced and also applied to the M Series such that only one software platform was to be supported going forward. Additional and totally new accessories were also developed such as the real-time on-line flame dilution system, again adding more features to talk about right across the product range.

The S Series AA System in the laboratory
The S Series was launched in October 2001 with a European launch outside Amsterdam and a North American launch in Detroit, in the motor car museum. Launch events followed in China and Japan and an event for all our other territory distributors was held in Phuket. It must be noted that the event in Detroit was a fairly nervous time - not because of the product so much as the proximity to the events of 9/11.
As launched, the S Series consisted mainly of two basic models - the S2 which had 1 HCL position and a limited gas control system and the S4 which had an automatic, auto-aligning 6 lamp turret and a full gas control system. In addition the product could be ordered containing GFTV and/or a Local Control panel. In practice, although orders were taken, the S2 was never built. It simply wasn’t worth the time, effort and cost to develop the alternative modules, and hence customers ordering the S2 were offered the alternative of an S4 at no additional cost to themselves!
The instrument was sold on the basis of ease of use, value, reliability and its quite startling size - a footprint of only 0.33 sq m. In a very unusual step, the launch brochure became a 16 page fold out document. When fully opened it became a full size Periodic Table wallchart and overprinted across the Table was a shadow footprint, in real life size, of the S Series instrument. This enabled the sales person to visually demonstrate the impact of the product size and the evidence would often remain posted on the lab wall as a Periodic Table!
A question often asked is what do the M and S designations mean or where do they come from? The M is easy to answer, it was simply an abbreviation from the Millennium project name - the fact that the more prestigious BMW cars were also marketed under the M logo didn’t really make the situation any worse! The S was a lot harder. Originally intended to be marketed alongside the M Series as the M2 and M4, our marketing masters at TJA would not allow this. All letters of the alphabet were run through and non really worked - the letter S was simply the least worse! There were many subsequent jokes made at our expense regarding the S&M Series from Thermo!
It was at the product launch in Amsterdam that we received some very unexpected news. The proposal from Thermo senior management was for the Franklin facility of TJA to be closed and the manufacture and development of ICP-OES would be transferred to Cambridge. After some years of working under the Franklin management this indeed was a bombshell. Furthermore we were to be given two years to develop an all new ICP product with which to get the new Cambridge factory up and running. Franklin would then be closed and the very significant overhead costs would provide enormous savings - a relatively small proportion of which would go to support the new activity in Cambridge. This thread will be picked up further in the ICP-OES section of the document, however the inevitable impact on AA development in Cambridge was to push it onto the back-burner somewhat. To be fair this was always going to become inevitable. The AA market was flat-lining at best and any growth would come from developing the markets in China, India and South America rather than developing ever more features and facilities. Investment in distribution and service in these territories was the obvious way forward.
Also around this time another upheaval was underway. The lease of the St Andrews Road factory was coming to an end and the land was required for further housing development. A new home had to be found. The various Cambridge science parks could provide some very attractive alternatives but at a cost that Thermo was not prepared to pay. Finally an almost suitable unit was found in Mercers Row - just down the road from our UV-Vis business colleagues who’d been there for some time now. The premises were cleared out and re-furbished and our move was completed. In the years to come Thermo surprisingly purchased the premises for around £1M and further refurbished and expanded the building with an additional £0.5M, adding an internal mezzanine floor and additional factory space.

The new iCE Series AA and the Shanghai Thermo Team (Feb 2008)
With the move complete, a new product range being produced efficiently and happily, it was inevitable that the peace would be shattered once more. With most of the development group now working full time on ICP product, the few remaining AA colleagues were thrown the task of moving the manufacture of the first product - the S Series - to the new Thermo factory in Shanghai, China. Thermo had taken the not unusual step of opening their own manufacturing factories in China to benefit from the enormous reductions in costs available. The S Series was regarded almost as a test case for Thermo’s analytical products - it was relatively simple, well designed and had a strong technical team behind it.
Initially some parts were made out in China and used within the Cambridge assembly. Staff temporarily transferred between both factories and eventually the first instruments were built entirely in China, although always transferred through Cambridge for a final repeat test process before onward shipping to customers. Eventually this process was no longer necessary and Shanghai was in full production of the S Series. Technical responsibility would always remain in Cambridge however. Over the years it was inevitable that first AA accessories would follow and then eventually the M Series product, all to the same pattern as the S Series transfer. It was all quite labour intensive and there were many problems to iron out, but eventually the manufacturing business was safely transferred and the process became something of a template for other Thermo transfers. The cost base of the products was indeed greatly improved, at least for some time, and the quality on the whole was maintained. A limited amount of assembly work continued at Mercers Row in order to fulfil certain European Union order requirements and alongside CE marking, new Chinese standardised testing had to be performed to meet, for instance, Chinese Pattern Testing requirements. Technically supporting a manufacturing base on the other side of the world brought a new and very difficult aspect to working in Cambridge!

The iCE 3300
By 2002 the move to Mercers Row was complete and the time had now come to explore a new dimension in this work process - that of developing new AA product for the factory in China! This was never going to be a large development, since most of the available engineers were full time now on ICP. In the end it turned out to be mainly a face-lift exercise with some software improvements. The tooling had all to be transferred to the Shanghai factory and so it was an ideal moment to refresh the styling and make further product cost reductions. The software was further enhanced and made Microsoft Vista compliant. The marketing configurations were also simplified in view of the market requirements.

The iCE 3500 AA Spectrometer

The Queen’s Award 2009
In 2009 the Elemental business in Mercers Row was awarded the prestigious Queen’s Award for Enterprise in the Innovation section. This was primarily for work and business resulting from the new ICP product. Since much of this work owed its roots to our AA heritage, the award was shared by the whole site. A party was held in a marquee erected in the car park at Mercers Row and the Lord Lieutenant of Cambridge, as the Queen’s representative presented the award, and enjoyed the party!
In April 2014, following the additional transfer of manufacture of the ICP-OES products to Shanghai and the transfer of all marketing, development and support functions to the Thermo factory in Bremen, Germany, the Mercers Row facility in Cambridge was finally closed.
Over 50 years of AAS development had come to an end. The resulting products continue on with sales volume still increasing, particularly in the newer, developing markets. Having supported families and their well-being in Cambridge for over half a century, finally the game was over.
.jpg)
AAS Product History
Sources: 1. Original manuscript Dr M. Wassall